���ֻ���������������ϴװ�����췽��ǰ���Ч����
ɽ���糧����500MW������������������������ϴװ�������ʽ������������á�װ���ҡ�������ѭ����·������������װ�á�������ѭ���ලװ�úͲѹ������ϵͳ�ȡ����������ڻ������й�����,����ˮ�������ེ��������ͭ��,������ѭ��,��ϴ��ͭ���ڵĹ���,����Ƚ���Ч�ʣ������������˲�,������ֻ������.�����淶����1��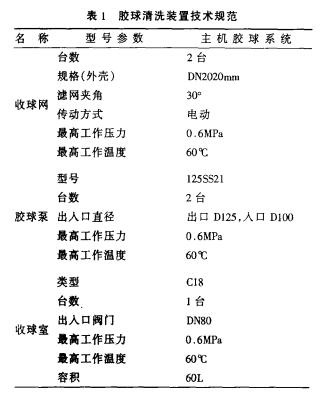

2.1���ڵ�����
1�Ż���������ϵͳ��Ͷ������,�ڡ���������ʺܲ��ȶ�,�����ˡ���ʱ�����ʸ�,��ʱ�����ʵ�"������,�ر����ڶ���.�����ʸ���,���ܶ�������ͭ����Ӧ�е����Ч���������������˲�һֱƫ��(10~13C),��ΪӰ��������ֵ�IJ�������֮һ��
2.2ԭ�����
���μ���ʱ����,��������ͭ���ڲ���������ѭ����·��ͷ�����Ŵ����ִ�������,ԭ���������:
a.ѭ��ˮЯ���������������ͭ�ܡ���ȴˮ����ˮ����������Ƶ��,PVC��ˮ����ʱ������,�����ڶ���,��ˮ�������ұ�����ˮ���������Ϊ���ء�ˮ�ࡢʯ�Ӽ���������ˮ���Ͻ���ѭ��ˮ��,����ˮ��ǰ�ش�����������,������������;�۳ߴ��,����һ��������������ѭ��ˮ����������ͭ����,��ɶ���,��ʹ������˺�Ҳ������ͭ���ڻ���,����ѭ�����ա���һ����ͨ���������μ��õ�֤ʵ:����ϴ������ͭ��ʱ����,�������д�����ʯ�ӡ���ˮ������͡�Ӳ���Ľ�����˵��ѭ��ˮ������������ɽ���ϵͳ�����ʵ͵���Ҫԭ��
b.�����ڶ���,������������н�30,ǿ�ȴ�,�ṹ����,��ˮ����������²��ױ���,������������ԭ,���������������������ֱ����Ͳ�����,ʹ�ó������խ,������ɽ��������
c.ѭ��ˮ������϶�(��ʯ�ӡ���ˮ���),�����������ڲ�����ͭ�ܣ�
d.��������ò�����,���Ϊ21m,��ѭ��ˮ:ѹ��Ϊ0.17MPa,�ʳ���ƫ��,��ʹ����ѭ��Ч���
e.ϵͳ������2̨��������2̨�����,ȴֻ��һ̨װ����,�ټ��ϲ��ò�����,�����ѭ���ܵ�������ͷ�ͷ��Ŷ�,�����˽���ѭ������,��������
f.��������ȴˮ���Ľ�Ϊֱ��,ѭ��ˮ�ڴ˴������γ�����,ʹ�����ܽ��˽�����չܵ���
g.����������,��ˮ�н��ݺ�,�ܶȱ�ˮ����͡����ݡ�
����������,Ϊ����߽���ϵͳ�Ļ�����,��֤������ͭ�ܵ�����,��С�������˲�,������1�Ż�������ʱ����������ϵͳ���и��졣
3ʩ������
a.�����λդ��ʽ����������2̨;
b.��������ѭ��ˮ��������ˮ�ܴ�����װ--̨��������;
e. ����ø��͡�����2̨;
d. װ���Ҹ���1̨,��װ1̨;
e. �Խ�����ѭ����·(�������š��ֻ���)���и���;
f. ��װ������ϵͳ,������ѹ���ϵͳ��ģ�����������̡�����ִ��������;
g. ��������ˮ��(��8��)�Ľ��øְ�ij�Բ�ǡ�
4���巽��
4.1ʩ�����ռ�������
a.��������ˮ��(�����ת��ˮ��)���������Լ���������װ������,����ֱ������,���⽺���ڴ˴�����,�����������øְ彫���ǡ��������������Һ��Ӳ������д���3mm�ķ�϶;
b.��������������н�Ӧ����ˮ������ѧ,ˮ��С������������,������ˮ����������˳����������;
c.����������� ,Ӧ�ܿ������,�رյ�λ,��λ��ȷ,ǿ�ȷ���Ҫ�����й�������ˮ���ij���²�����,�����������϶,������ͻ�������;
d.�������� ���Ľ���������Ӧ���㹻�Ŀռ�,����װ������������,�����ڴ˴�Ӧ��������;
e. �Խ���ú�װ���Ҽ���ܵ��IJ���Ҫ����,Ҫ������С��ͷ.���ŵ������Լ�Ǧ������ĸı�,�����������������õĹ�·Ӧ����ǰ����������б159~20,�Լ�С�ܵ�ˮ��;
f.����ø�ΪBCP100- 220��,��̡�21m,����100m'/h,����DNI25,����DNI00����װλ��Ӧ�����ܿ�������������ʹ���˿ڱ�ߵ��������������ڽ���ð�װ��Ҫ���ж��������ģ�����ͱû����ļӵ�Ҫ���ϼ��Ҫ��,���������ĺ�Ҫ��:�@��0.05mm,���0.05mm;
h.װ���Ҹ�Ϊ��̨,���ѭ��ˮ��·- -̨,�ڲ�ѭ��ˮ��·-̨,ȡ������������;
i. ��ѭ��ˮ�˿ڹܼ�װ��������ΪWFϵ����ת��о����ʽ��Ҫ������ˮ��Сǿ�ȸߡ���ʴ,�������ۺ��ܼ�ʱ�ų�,�������������������ܿɿ�;
j���иĽ��豸���ʶ�Ҫ��Ϊ��ʴ�IJ���ּ�;
k.�Զ����ϵͳ��PLCΪ����,�ɲ�ѹ���ϵͳģ���������̡�����ִ��������ɡ�Ҫ���ֶ�������͵��Զ�����ϵͳ�˴˶�����������ϴװ��ϵͳ���������ϵͳ����ͬʱ����,Ҳ�ɷֿ���������;
1.���е��ܷⲿλ��������©����
4.2 ����
a.����ϵͳͶ�˺�,������ͭ����,����ڡ���·��ͷ�뷧�Ŵ�����,��������©������,�ֱ��ֶ����Ʒ�ʽ���Զ����Ʒ�ʽ��������������,����5�Σ�ʱ��Ϊ2~3����,ƽ��������Ҫ���95%����;
b.�ڽ���ϵͳͶ�˺�,�����������˲�,���²�������仯,����˲����½�����,˵������ϵͳ��ϴЧ������;
c.��Ҫ��Խ���ϵͳ��ÿ��Ͷ��ʱ������趨��ͨ���۲���Ӧ�����趨�Ŀ���˳���ʱ��.�ֶ����Ʒ�ʽ����Ҫ��,���ܿɿ�;
d.��ѹ�Զ����ϵͳ:��������ǰ��ѹ���5kPaʱ�Զ�������ϴ״̬;������������ѹ��19kPaʱ,�����Զ�����,����������ϴ;
e.������������:�����и����ض�����ֵ������е����ʱ,�����ƹⱨ���ź�,ͬʱ�Զ��ж���Ӧ������Դ;��������ǰ���ѹ��5kPa������������ѹ��19kPaʱ�ֱ��ƹⱨ���ź�,��ϵͳ�����Զ���ʽʱ,���Զ�������Ӧ�IJ���;
f.�����Ͷ������:�����ͱ���Ӧ������,��Ͷ�˺��������ֵ��0.03mm,��Ͷ�˺����ѹ��Ӧ��0.21MPa,������¶�< 60C��
5��������ϴװ��������Ч����
a.������������ʿɴ�95%���ϣ�
b.�������˲��ܽ���3~4C,��ն�����ߴ�85~87kPa,�ļ����Ϊ79-80kPa,1�ź�2����������ղ�ֵ������Ϊ0~0.5kPa��

